Kapsamlı kontrol donanımı
Kapsamlı kontrol donanımı

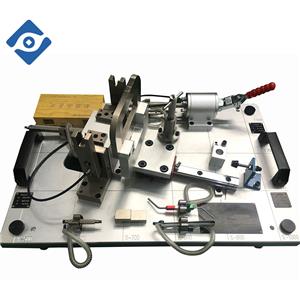
1. Taban Plakası : Kontrol için gerekli her türlü parçanın bütünü hareket ettirecek şekilde yüklenmesi.
2. Ölçüm veri burcu: Üç ölçüm veri burcu, kontrol fikstürü işlendikten sonra muayene için ölçüm verisi olarak kullanılır.
3. Destek: Parçayı kelepçelemek ve sıkıca konumlandırmak için desteğin üzerine bir kelepçe (gösterilmemiştir) takılıdır.
4. Veri/yerleştirme bloğu: Kontrol edilen parçaları doğru şekilde konumlandırın.
5. Parça : Test edilecek parça.
6. Destek sütunu: Pim ve burcun yüklenmesi ve yerleştirilmesi.
7. Cıvata pimi: Parçanın silindirik dış yüzeyinin konum hatası, cıvata piminin itilmesi ve çekilmesiyle tespit edilebilir.
8. Cıvata burcu: Cıvata pimini doğru şekilde yerleştirin.
9. Ölçme bloğu: Hareketli pim (No.11) ölçüm bloğunu kontrol etmek için hareket ettirir.
10. Ölçüm koltuğu: Ölçüm bloğunun ve hareketli pimin yüklenmesi ve yerleştirilmesi.
11. Hareketli pim: Parça baskı plakasının alt yüzeyindeki profil hatası, hareketli pimin çalıştırılmasıyla tespit edilebilir.
Kontrol tertibatının taban plakası ve desteği alüminyum alaşımdan yapılmıştır ve cıvata pimi, pürüzsüz ve temiz yüzeyli, söndürülmüş ve temperlenmiş çelikten yapılmıştır. Yağlı kalmasını sağlamak için cıvatayı gresleyin.
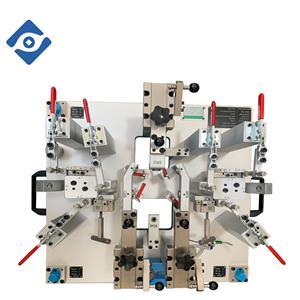
Fikstür kontrol yöntemini kullanın
Kontrol donanımını çalışma tezgahının üzerine düz bir şekilde yerleştirin, cıvata pimini (7) ve kontrol donanımının hareketli pimini (11) sıfırlayın ve desteğin (3) üzerindeki kelepçeyi açın.
Parçayı alın, parçanın ön flanş bloğunu referans bloğuna (4) kelepçeleyin ve kelepçeyle desteğin (3) üzerine bastırın.
Cıvata pimini 7, cıvatanın 7 üzerindeki kılavuz pimi kılavuz oluğuna oturacak ve aşağı inecek şekilde döndürün. Cıvata test edilen konnektöre başarılı bir şekilde takılabilirse konnektör pozisyonunun uygun olduğu kanıtlanır.
Hareketli pimi (11) sola doğru ittiğinizde hareketli pim aşağıya doğru kaydırılabilir. Aynı zamanda, ölçüm bloğu (9) ile parça baskı plakası arasındaki ölçüm bloğunun (9) düzlem yönü boyunca konumsal ilişkisini görsel olarak gözlemleyin. Baskı plakası tabanının tüm konumları görünmezse, profil toleransının şu şekilde olduğu kanıtlanır: Presleme plakası tabanı niteliklidir.
Yukarıdaki işlemlerin tümü başarıyla tamamlanabilirse boru montajı onaylanır ve kontrol tamamlanır.
Kontrol armatürlerinin uygulanması
Ölçüm sistemi analizi (MSA), kontrol tertibatının boru tertibatının muayene gereksinimlerini karşıladığını ve çalışma sırasında her 10 saniyede bir iş parçasının muayene edilebileceğini gösterir. Boru düzeneğinin tüm muayene sürecinde uygulanır ve uygulama, kontrol fikstürünün kullanımda basit ve güvenilir olduğunu ve kullanım gereksinimlerini tamamen karşıladığını kanıtlar. Her 50.000 parçanın altı ay boyunca test edilmesinden veya kullanılmasından sonra kapsamlı boyut yeniden testi yapılması gerekir.