Otomotiv Kontrol Fikstürü Tasarım Konsepti --- Modelleme 2 ve konumlandırma ve kelepçeleme
Otomotiv Kontrol Armatürü Tasarım Konsepti
--- Modelleme 2 ve konumlandırma ve sıkma
Bölüm şablonlarının tasarımı ve modellenmesi
Parçanın ana yüzey profilinin kontrolü genellikle kesit şablonuyla gerçekleştirilir. Kontrol fikstürünün bölüm şablonu iki türe ayrılmıştır: döner tip ve eklenti tipi. Kesit şablonunun açıklığı 300 mm'yi aştığında dikey yönde kontrol doğruluğunu sağlamak amacıyla genellikle takılabilir şekilde tasarlanır. Fikstür gövdesinin kontrolü, parçanın iç yüzeyini algılar ve bölüm şablonu, kama bölümünün dış yüzeyini kontrol etmek için parçanın dış yüzeyini kapsar. Genellikle çalışma yüzeyi parçanın dış yüzeyinden 2-3 mm uzaktadır. Modelleme yöntemi fikstür gövdesinin kontrol edilmesine benzer. Bölüm şablonunun plaka gövdesinin malzemesi genellikle çelik veya alüminyumdur ve çalışma yüzeyi kısmı alüminyum veya reçineden yapılabilir. Karmaşık şekilli bölüm şablonu döndürüldüğünde veya yerleştirildiğinde müdahale eder ve gerçek tasarımda bölümlere ayrılabilir.
Eklenti bölümü şablonu olarak ayarlanırsa parçanın yerleştirme pimine müdahale eder; tek bir döner tip olarak ayarlanırsa, parçanın kendisinin çoklu katlanmasından dolayı, fikstür gövdesine veya parçaya müdahale edecektir, bu nedenle iki bağımsız döner bölüm şablonu olarak tasarlanmıştır ve kapsamlı kontrol gereksinimlerini karşılayabilir .
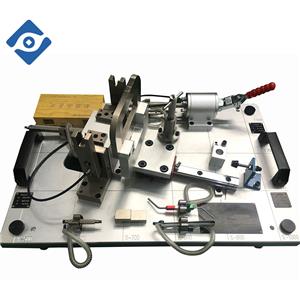
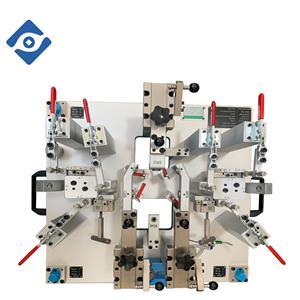
Parçaların konumlandırılması ve sıkıştırılması
Parçaların doğru ve makul konumlandırılması doğru ölçümün temelidir. Gövde kapağının kontrol tertibatı üzerindeki konumlandırma yöntemi esas olarak deliğin konumlandırılması ve konumlandırmanın sıkıştırılması veya kalıcı bir mıknatısla sıkıştırılmasıyla tamamlanır. Otomobil karoseri imalatında kontrol armatürlerinin geniş çapta uygulanmasıyla birlikte, kaldıraç tipi hareketli kelepçeler ve kalıcı mıknatıslar bir dizi parça halinde mevcuttur ve hareketli kelepçeler ayrıca farklı tip ve boyutlarda braketlerle donatılmıştır. Çoğu gövde kapağı parçasında ana ve yardımcı konumlandırma delikleri bulunur. Ana konumlandırma pimi, XY yönlerinde serbestlik derecelerini sınırlamak için genellikle silindirik bir pim (yuvarlak delik) veya bir elmas pimdir (bel deliği); yardımcı konumlandırma pimi bir konik pim veya bir elmas pimdir. Pim, ZXYZ'nin dört yönündeki serbestlik derecelerini sınırlamak için kullanılır. Kontrol fikstürünü tasarlarken, fikstür gövdesi üzerindeki konumlandırma deliklerinde delikler açın (konumlandırma pimi burçlarının yerleştirilmesine bağlı olarak) ve konumlandırma deliklerinin gövde koordinatlarını verin. Aynı zamanda, parçaların sağlam bir şekilde konumlandırılmasını sağlamak için konumlandırma pedleri ve hareketli kelepçeler, iyi sağlamlığa ve parçanın makul dağılımına sahip konumlarda düzenlenmelidir. Tasarım yaparken, hareketli kelepçenin çalışırken diğer bileşenlere müdahale etmemesini sağlamak için kelepçe noktalarının sayısı en aza indirilmelidir. Ve işçinin işleminin rahatlığını göz önünde bulundurarak, son olarak konumlandırma pedinin üst yüzeyinin merkezinin vücut koordinatlarını verin.